
TM 3-5180-210-15
The case of the gage is black; the dial face is white with
black figures and graduation lines.
c. The serialized, matched crimping dia set
consists of a lower die (7) and an upper die (8).
Components of a die set are not interchangeable.
(1) The lower die is a two-part holding fixture
mounted on the base of the press. The left half is
stationary; the right half moves horizontally by operating
the die handle. When closed, the lower die holds a
crimping ring in position for the crimping operation.
(2) The upper die is screwed onto an adapter
on the press ram and moves vertically with the press
ram. The upper die is alined with the lower die by
means of a guide and two alinement pins. The upper
die is also movable within itself and performs a two-part
operation. Initial crimp is made by the bottom portion of
the upper die as pressure begins and tabs are bent
partially inward. Final crimp is made as increased
pressure compresses the rubber spacer and forces the
final crimping die to contact and flatten the crimping ring
tabs.
7. Pliers
a. Roundnose pliers (fig. 11) are supplied for
grasping and bending tabs on the crimping ring.
b. Glass pliers (fig. 6) with wide, flat jaws are
supplied to make an initial bend in the large tabs on the
crimping ring.
8. Hydraulic Fluid
The hydraulic fluid is a corrosion-resistant oil used to
restore the oil level in the hydraulic reservoir when
required.
9. Gasket-Forming Compound
The gasket-forming compound is a pliable, oil-resistant
paste. It is used when installing the pressure gage and
pipe nipple.
10. Identification
a. ABC-M1 Crimping Outfit. An identification plate
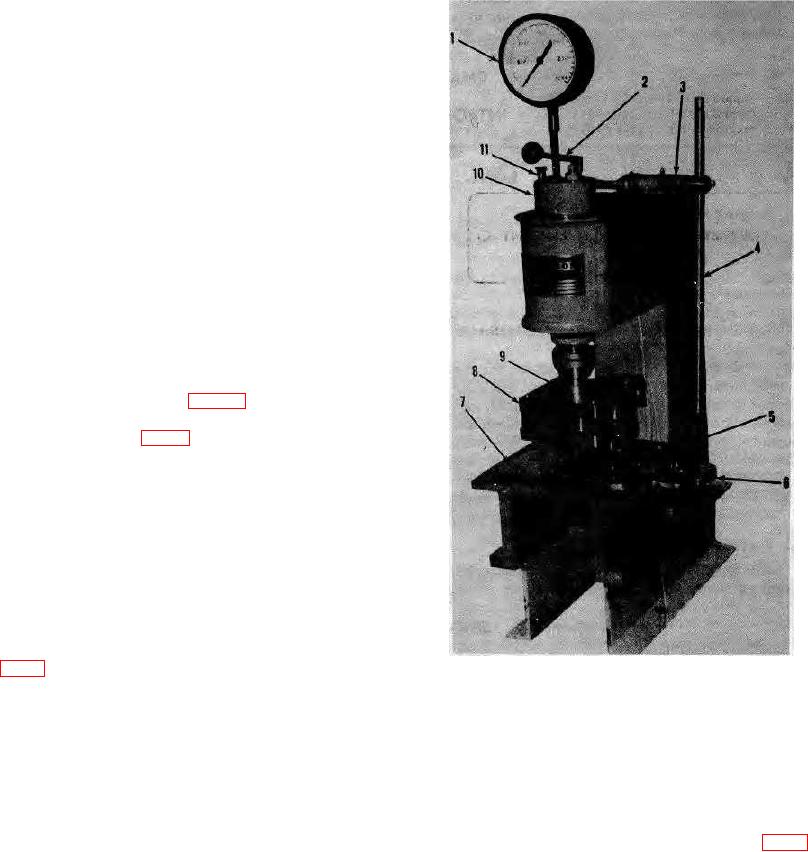
1
Pressure gage
7
Lower die
(fig. 2) is attached to the left side of the hydraulic press.
2
Release lever
8
Upper die
The plate records the outfit's nomenclature, model
3
Rocket shaft
9
Ram
number, and serial number.
4
Pump handle
10
Cylinder head
5
Die handle
11
Oiler
6
Cam
Figure 1. Hydraulic press with pressure gage and
crimping dies.
b. Hydraulic Press. An identification plate (fig. 3)
on the front of the press records manufacturer,
specification, Federal stock number, and other
information for the hydraulic press.
4

